Заваривање
Заваривање је процес спајања два или више метална дела истог или приближно истог хемијског састава.
Спајањем се добија нераздвојива веза.
Под технологијом заваривања подразумјева се скуп операција које је потребно извести да би се направио заварени спој (избор основног и додатног материјала, припрема основног материјала, избор поступка и параметара заваривања).
Под техником заваривања подразумјевају се начини извођења појединих операција (нпр. техника заваривања унапред или уназад).
Шав у завареном споју се формира топљењем електроде и површинских делова који се спајају.
Мешањем ова три материјала (два спојена + електрода) добија се јединствена целина.
За овај поступак је потребна стручност и искуство као и посебне мере заштите на раду и од пожара.
Спајањем се добија нераздвојива веза.
Под технологијом заваривања подразумјева се скуп операција које је потребно извести да би се направио заварени спој (избор основног и додатног материјала, припрема основног материјала, избор поступка и параметара заваривања).
Под техником заваривања подразумјевају се начини извођења појединих операција (нпр. техника заваривања унапред или уназад).
Шав у завареном споју се формира топљењем електроде и површинских делова који се спајају.
Мешањем ова три материјала (два спојена + електрода) добија се јединствена целина.
За овај поступак је потребна стручност и искуство као и посебне мере заштите на раду и од пожара.
Поступци заваривања
Поступци заваривања могу да се поделе на поступке:
- топљењем (они поступци код којих се процес спајања одвија топљењем иочвршћавањем на мјесту споја) и
- поступке притиском (они поступци код којих се процес спајања одвија без топљења).
- електрична (лук, отпор, сноп),
- хемијска (пламен, експлозив, термити),
- механичка (притисак,трење, ултразвук) и
- остале (нпр. светлост).
Зона утицаја топлоте (ЗУТ)
Потенцијално слабо место у завареном споју је тзв. зона утицаја топлоте (ЗУТ).
Она настаје у контактној зониу спојеног елемента са варом, карактеристична је по крупнозрној структури и великој кртости.
Настаје услед усијања елемента при заваривању, и додатном сагоревању угљеника.
После хлађења, локално загрејаних делова конструкције, долази до појаве заосталих напона и деформација на самој конструкцији.
Потенцијално слабо место у завареном споју је тзв. зона утицаја топлоте (ЗУТ).
Она настаје у контактној зониу спојеног елемента са варом, карактеристична је по крупнозрној структури и великој кртости.
Настаје услед усијања елемента при заваривању, и додатном сагоревању угљеника.
После хлађења, локално загрејаних делова конструкције, долази до појаве заосталих напона и деформација на самој конструкцији.
|
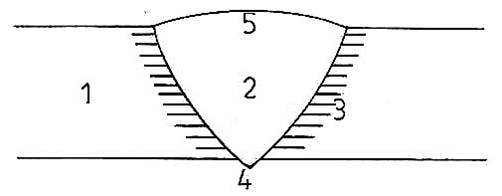
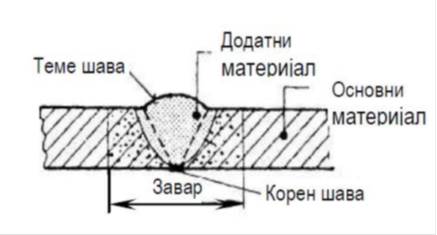
Елементи вара
1.основни материјал 2.шав - настао мешањем основног и додатног материјала 3.зона утицаја топлоте (ЗУТ) - основни материјал који је хлађењем претрпео структурне промене 4.корен шава - код више пролаза прво се уради 5.граница шава - докле иде последњи пролаз |
|
У зони шава топи се основни материјал и меша са истопљеним додатним материјалом (уколико га има). Завар обухвата зону у којој долази до промене структуре основног материјала.
У зависности од квалитета завареног споја, заваривање може бити
- нормално (N),
- фино (F) и
- специјално (S) - које се изводи у средини са инертним гасовима, чиме се спречава утицај оксидације.
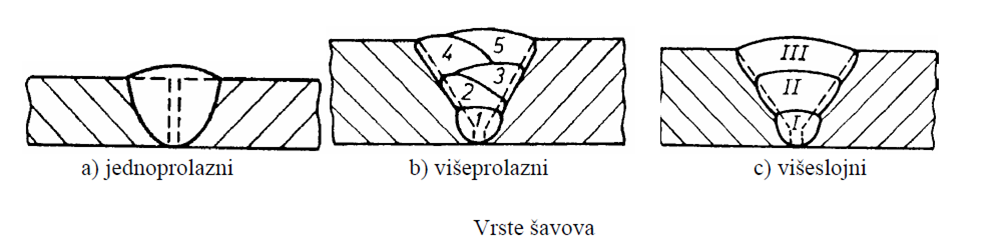
Врсте шавова
Припремљени жљеб у процесу заваривања топљењем може да се испуни у једном или у више пролаза, или у више слојева, што првенствено зависи од дебљине основног материјала..
Припремљени жљеб у процесу заваривања топљењем може да се испуни у једном или у више пролаза, или у више слојева, што првенствено зависи од дебљине основног материјала..
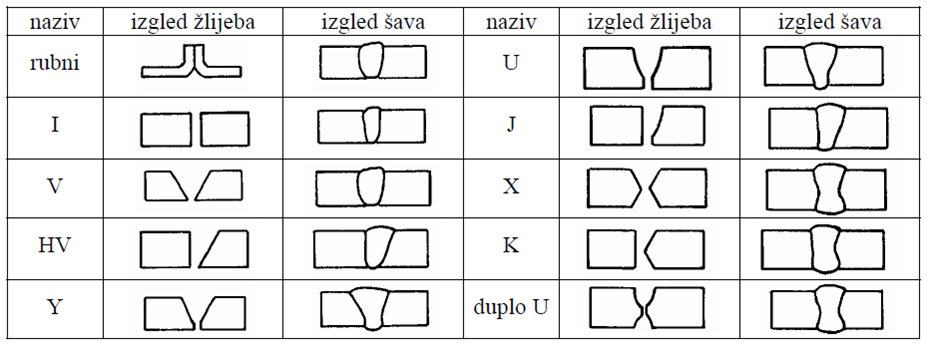
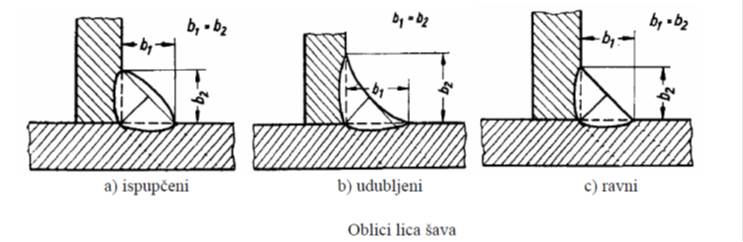
Облици најчешће коришћених жљебова и одговарајућих шавова
Врсте шавова према облику лица шава разликују се равни, удубљени и испупчени шавови.
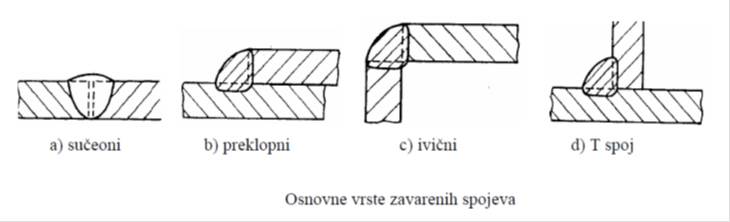
Зависно од међусобног положаја делова који се заварују, основне врсте заварених спојева су сучеони, преклопни, ивични,Т спојеви.
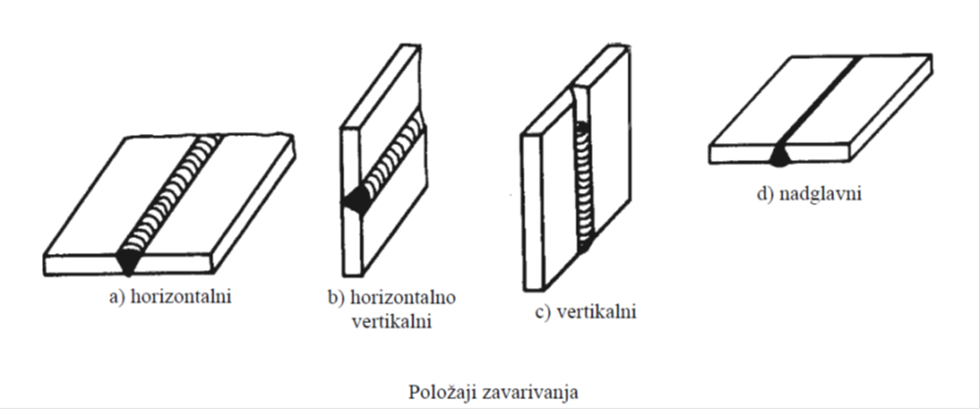
У зависности од положаја, заваривање може да буде у хоризонталном, хоризонтално-вертикалном, вертикалном и надглавном положају, Положаји заваривања који нису хоризонтални, зову се принудни.
Предности заваривања у односу на друге поступке:
- лака конструкција (и до 20% него код закивања, и до 50% у односу на делове добијене ливењем)
- економичност - најбоље искоришћење попречног пресека заварених елемената уз уштеду материјала
- скраћење времена процеса спајања
- једноставност процеса
- могућност добијања компликованих облика
- већа сигурност и херметичност споја
- може се користити у репаративне сврхе (наваривање, сечење)
- смањује се бука (присутна код закивања)
Врсте поступка заваривања
Са обзиром на извор топлоте могуће је издвојити четири основна поступка заваривања
1.Електролучно заваривање
2.Гасно заваривање
3.Електроотпорно заваривање
4.Заваривање без загревања
5.Остали поступци заваривања
1)под троском
2)трењем
3)ултразвуком
4)дифузијом у вакуму
5)електронским снопом у вакуму
1.Електролучно заваривање
2.Гасно заваривање
3.Електроотпорно заваривање
4.Заваривање без загревања
5.Остали поступци заваривања
1)под троском
2)трењем
3)ултразвуком
4)дифузијом у вакуму
5)електронским снопом у вакуму
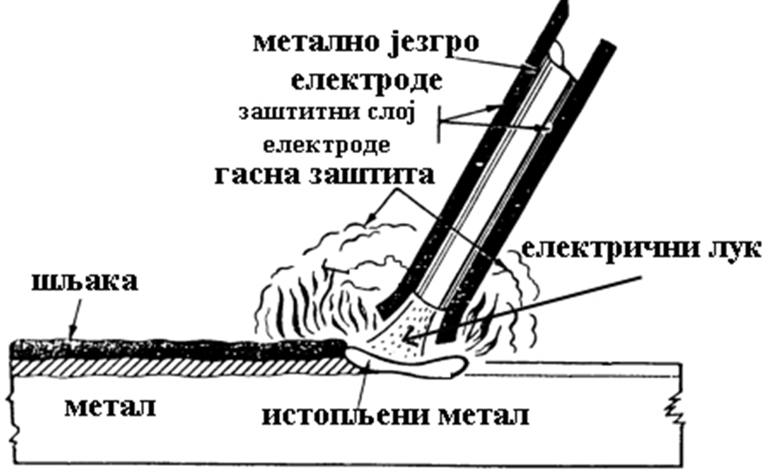
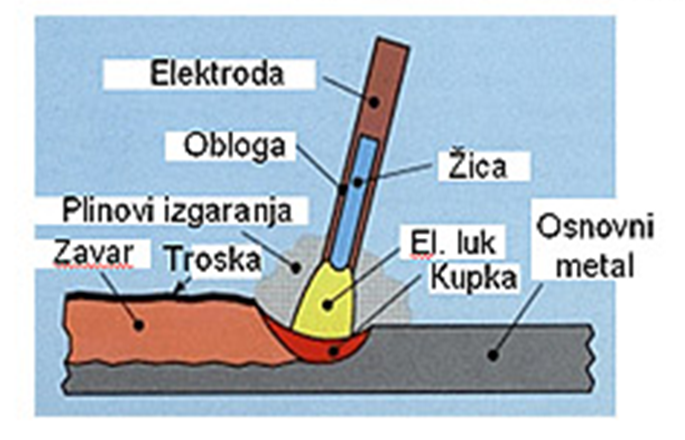
Електролучно заваривање
Код електролучног заваривања топлота се ствара електричним луком измедју електроде и материјала који се заварује.
Може бити у заштитној атмосфери:
-ТИГ поступак (аргона, волфрамовом- нетопљивом електрода)
-МИГ поступак (аргона, металном - топљивом електродом)
-МАГ поступак (CO2, металном - топљивом електродом)
Може бити у заштитној атмосфери:
- аргона (IG ознака) или
- CO2 (AG ознака) и то са:
- волфрамовом (Т) - нетопљивом и
- металном (М) - топљивом електродом
-ТИГ поступак (аргона, волфрамовом- нетопљивом електрода)
-МИГ поступак (аргона, металном - топљивом електродом)
-МАГ поступак (CO2, металном - топљивом електродом)
|
|
Гасно заваривање
|
Гасно заваривање је поступак спајања метала топљењем и очвршћавањем основног и додатног метала помоћу пламена добијеног сагоревањем горивог гаса.
Количина топлоте ослобођена сагоревањем, као и највиша температура пламена, зависе од врсте горивог гаса. Подразумева се да гориви гасови сагоревају у струји кисеоника. 
|

|
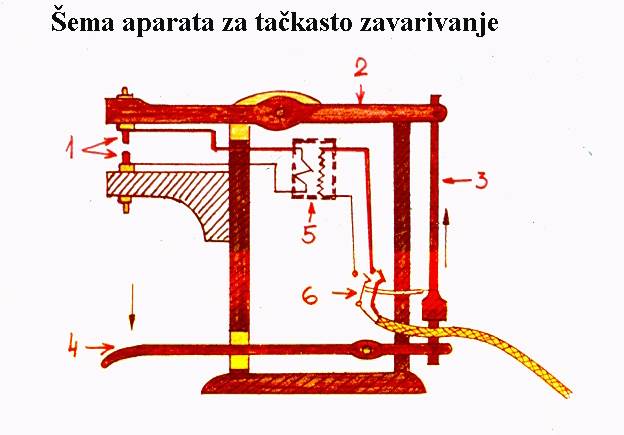
Електроотпорно заваривање
Електроотпорно заваривање заснива се на употреби електричног отпора у одређеној зони у којој се услед велике температуре настале протицањем струје кроз материјал велике електричне отпорности тај исти материјал топи.
При овом начину заваривања нема употребе топиве електроде, већ се топи сам материјал који се спаја, али само у малој зони коју притискају електроде апарата за варење.
Вар при електроотпорном заваривању има изглед тачке па се зато овај начин заваривања назива и тачкастим заваривањем.
Основни поступци електроотпорног заваривања су:
При овом начину заваривања нема употребе топиве електроде, већ се топи сам материјал који се спаја, али само у малој зони коју притискају електроде апарата за варење.
Вар при електроотпорном заваривању има изглед тачке па се зато овај начин заваривања назива и тачкастим заваривањем.
Основни поступци електроотпорног заваривања су:
- тачкасто, код кога спојеви настају у појединим тачкама преклопљених делова,
- шавно, код кога спој настаје преклапањем низа заварених тачака,
- брадавичасто, код кога спој настаје у појединим тачкама преклопљених делова, које су пре заваривања обликоване као брадавице,
- збијањем, код кога спој настаје сталним притиском на две сучеоне површине,
- варничењем, код кога спој настаје варничењем између две сучеоне површине.
Грешке у завареним спојевима
1) грешке везивања
- невидљиве после заваривања
- настају услед недовољно растопљеног основног и додатног материјала или њиховог неистовременог очвршћавања
2) непроварен корен
- доле пукотина
- услед лошег избора пламеника горионика
3) прокапљао корен
- узет јачи пламеник, са грлом веће ширине
4) смакнут вар
- естетска грешка, због непажње
5) надвишен или недовољно испуњен вар
- грешке естетске природе, а недовљно испуњен вар и место могуће концентрације напона.
6) напрслине
- уздужне, попречне, топле и хладне - најопасније
- последица неправилно изабраног додатног материјала.
- невидљиве после заваривања
- настају услед недовољно растопљеног основног и додатног материјала или њиховог неистовременог очвршћавања
2) непроварен корен
- доле пукотина
- услед лошег избора пламеника горионика
3) прокапљао корен
- узет јачи пламеник, са грлом веће ширине
4) смакнут вар
- естетска грешка, због непажње
5) надвишен или недовољно испуњен вар
- грешке естетске природе, а недовљно испуњен вар и место могуће концентрације напона.
6) напрслине
- уздужне, попречне, топле и хладне - најопасније
- последица неправилно изабраног додатног материјала.
