Лемљење
Лемљење је поступак којим се метални или неметални делови спајају помоћу растопљеног додатног материјала (лема) у нераздвојну целину.
При лемљењу се основни материјал не топи, јер има вишу тачку топљења од додатног материјала.
Бољи резултати при лемљењу могу се постићи применом „топитеља“ (прашак, паста) или заштитне атмосфере (гасили вакуум) у којој се врши лемљење.
При лемљењу се основни материјал не топи, јер има вишу тачку топљења од додатног материјала.
Бољи резултати при лемљењу могу се постићи применом „топитеља“ (прашак, паста) или заштитне атмосфере (гасили вакуум) у којој се врши лемљење.
Поступак лемљења
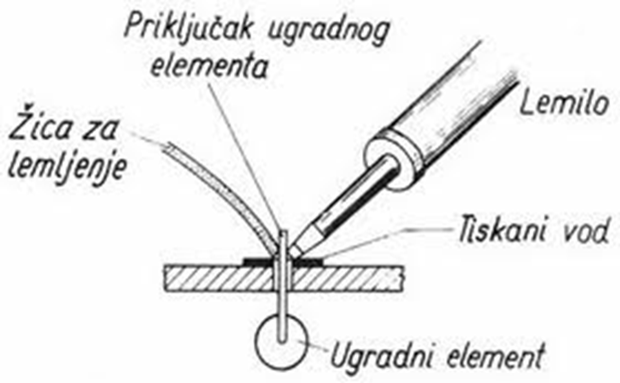
Лемилом (лемилицом) се лем растапа док је у контакту са лемним местом. Растопљени лем натапа спој, лемило се повлачи, а лем после хлађења образује електричну и механичку везу компоненти споја.
Лем мора имати температуру топљења најмање 50°С нижу од температуре топљења основног материјала.
Лемилом (лемилицом) се лем растапа док је у контакту са лемним местом. Растопљени лем натапа спој, лемило се повлачи, а лем после хлађења образује електричну и механичку везу компоненти споја.
Лем мора имати температуру топљења најмање 50°С нижу од температуре топљења основног материјала.
ПОСТУПЦИ ЛЕМЉЕЊА ДЕЛЕ СЕ ПРЕМА:
•Радној температури (меко и тврдо лемљење)
• Облику споја (лемљење у зазору, лемљење у жлијебу, лемљење наношењем)
•Начину загревања (плински, индукцијом, пећ, итд.)
•Врсти заштитне атмосфере (ваздух, заштитни плин, вакум)
• Начину уклањања оксида за време лемљења (топитељ,редуцирајући плин, вакум итд.)
•Радној температури (меко и тврдо лемљење)
• Облику споја (лемљење у зазору, лемљење у жлијебу, лемљење наношењем)
•Начину загревања (плински, индукцијом, пећ, итд.)
•Врсти заштитне атмосфере (ваздух, заштитни плин, вакум)
• Начину уклањања оксида за време лемљења (топитељ,редуцирајући плин, вакум итд.)
Врсте лемова
Лемови се могу према материјала који се додаје као везиво поделити на:
– сона киселина (HCl)
– цинк-хлорид (ZnCl2)
– мешавина цинк – хлорида са амонијум -хлоридом нишадором) NH4Cl.
Топитељи за тврдо лемљење су:
– натријумтетраборат (боракс) Na2B4O7
– борна киселина H3BO3
Лемови се могу према материјала који се додаје као везиво поделити на:
- меке (лакотопљиве) које се одвија на температурама до око 450 ° C
- тврде (тешкотопљиве) које се проводи на температурама приближно 450-900 ° C.
- високотемпературно лемљење, на температурама од преко 900 ° C
– сона киселина (HCl)
– цинк-хлорид (ZnCl2)
– мешавина цинк – хлорида са амонијум -хлоридом нишадором) NH4Cl.
Топитељи за тврдо лемљење су:
– натријумтетраборат (боракс) Na2B4O7
– борна киселина H3BO3
Грешке при лемљењу
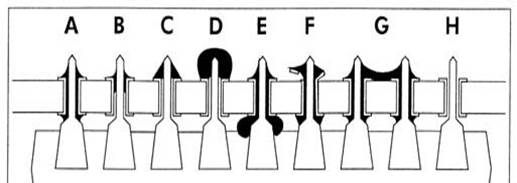
А – добар лем
Б - премало тинола
Ц - недовољно загрејан, па тинола се није спустила
Д - недовољно загрејан. Па се тинола није спустила
Е – Вишак (лем није лош, али вишак може да смета)
Ф – прегрејано и дошло је до одлепљивања
Г - кратки спојеви између две лемне тачке
Х - потпуно незалемљен спој
А – добар лем
Б - премало тинола
Ц - недовољно загрејан, па тинола се није спустила
Д - недовољно загрејан. Па се тинола није спустила
Е – Вишак (лем није лош, али вишак може да смета)
Ф – прегрејано и дошло је до одлепљивања
Г - кратки спојеви између две лемне тачке
Х - потпуно незалемљен спој
Методе лемљења
Према начину загревања, разликију се се следеће методе лемљења:
– механичко
- лемила без сталног извора загревања
- лемила са сталним извором загревања
– гасно
– електричном струјом
– у растопима
– у гасној атмосфери
– специјални поступци (нпр. лемљење ултразвуком)
Према начину загревања, разликију се се следеће методе лемљења:
– механичко
- лемила без сталног извора загревања
- лемила са сталним извором загревања
– гасно
– електричном струјом
– у растопима
– у гасној атмосфери
– специјални поступци (нпр. лемљење ултразвуком)
Обликовање спојева
Приликом лемљења спој треба обликовати тако да зазор буде по целој спољној површини равномеран и непрекинут
Треба предвидети да долази до повећања зазора при загревању.
По могућности избегавати велике спојне површине.
Омогућити слободно отицање топитеља саспојног места при наиласку лема.
При лемљењу метала са различитим коефицијентима истезања треба предвидети одговарајућу величину зазора.
Обликовати спојеве по могућности тако да се сами центрирају.
Загревање лема треба да буде индиректно то јест преко радног комада.
Приликом лемљења спој треба обликовати тако да зазор буде по целој спољној површини равномеран и непрекинут
Треба предвидети да долази до повећања зазора при загревању.
По могућности избегавати велике спојне површине.
Омогућити слободно отицање топитеља саспојног места при наиласку лема.
При лемљењу метала са различитим коефицијентима истезања треба предвидети одговарајућу величину зазора.
Обликовати спојеве по могућности тако да се сами центрирају.
Загревање лема треба да буде индиректно то јест преко радног комада.
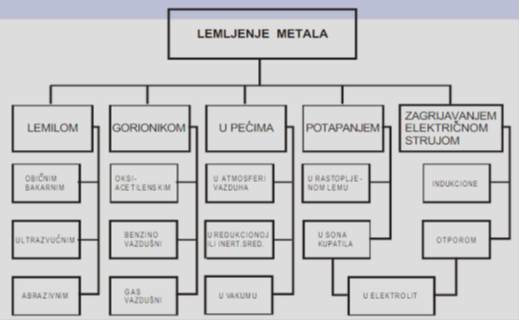
Класификација основних поступака лемљења према начину загрeвања